
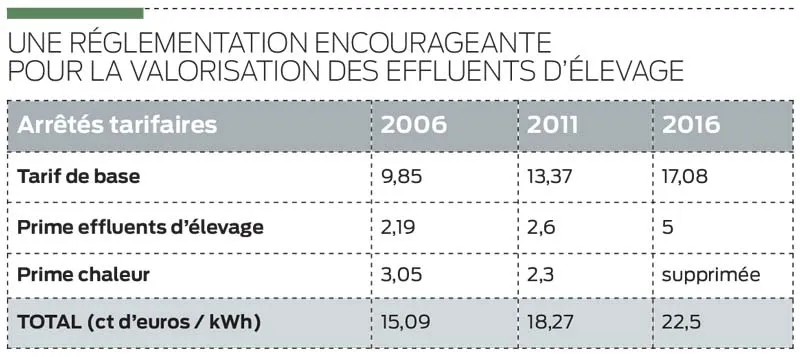
Avec 60 installations en Bretagne, dont 10 en 2016, la filière méthanisation poursuit son développement. Longtemps attendu, le nouveau cadre tarifaire pour les installations valorisant le biogaz en cogénération a été publié en décembre 2016, donnant la visibilité tant attendue par les porteurs de projets.
Si les arrêtés tarifaires 2006 et 2011 ont été revalorisés pour tenir compte des retours d’expérience des premières installations, le nouvel arrêté tarifaire prévoit un tarif garanti pendant 140 000 heures de fonctionnement. Le nombre d’années pour arriver à l’échéance du contrat sera de 15 ans ou plus en fonction de l’exploitation de la cogénération.
Encourager la petite méthanisation à la ferme
En plus d’apporter un complément de revenu stable aux exploitations agricoles, la méthanisation produit un fertilisant organique de qualité, le digestat, et limite les émissions de gaz à effet de serre des activités d’élevage. Pour ces raisons, un appel à projet « Micro-méthanisation en Bretagne » est lancé par les partenaires du Plan Biogaz. Il s’adresse à tout projet dont la puissance est inférieure à 60 kW, soit une production maximale de 30 Nm3 /h. Si la micro-méthanisation de lisier bovin peut être rentable sans subvention (cf. encadré), ce dispositif est un encouragement de plus pour la mise en place d’unités adaptées aux activités et à la taille des exploitations agricoles bretonnes.
Il y a « lisier et… lisier » !!
Les effluents d’élevage sont par nature les résidus de l’alimentation animale. Or la méthanisation est un processus micro-biologique qui conduit à la production de méthane à partir des protéines, des lipides et des sucres. Le pouvoir méthanogène mesure la quantité de méthane produit par unité de matière organique sèche : il est donc logiquement plus faible pour les effluents d’élevage que pour des matières graisseuses ou des cultures fourragères.
[caption id= »attachment_27531″ align= »aligncenter » width= »338″] Exemple de préfosse en bout de stabulation laitière pour disposer de lisier frais.[/caption]
Exemple de préfosse en bout de stabulation laitière pour disposer de lisier frais.[/caption]
Cela dit, le lisier est local, disponible et ne demande qu’à être mieux valorisé. Plusieurs études montrent l’effet bénéfique d’utiliser un lisier frais pour maintenir son potentiel et notamment une teneur riche en méthane dans le biogaz. En fonction du temps de stockage avant la méthanisation, et de la teneur en matière sèche du lisier, le pouvoir méthanogène peut varier très fortement.
[caption id= »attachment_27533″ align= »aligncenter » width= »481″]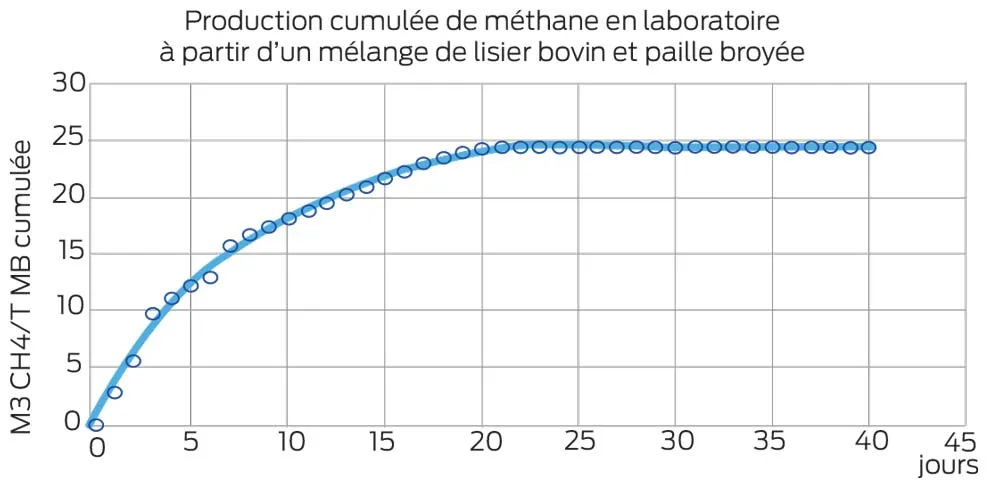 Exemple d’analyse de pouvoir méthanogène sur du lisier bovin frais[/caption]
Exemple d’analyse de pouvoir méthanogène sur du lisier bovin frais[/caption]
Témoignage : Gaec Guilbert, à Tracy Bocage dans le Calvados
Quelques questions à Carl Guilbert, qui a installé sur son exploitation (2 associés, 2 salariés, 135 VL) une unité de micro-méthanisation de 33 kW en février dernier.
Quel est votre système de production ?
Nous sommes éleveurs laitiers en bio, sur une surface de 230 hectares. 80 ha sont dédiés aux cultures et 20 ha au maïs ensilage pour notre troupeau. Notre production par vache est de 6000 L / an. Une partie de la ration est composée de foin séché en grange.
Pourquoi avoir choisi d’investir dans une micro-méthanisation à la ferme ?
Nous cherchions à diversifier nos revenus sans recourir à une main d’œuvre supplémentaire. Aujourd’hui, le suivi quotidien de l’unité ne nous demande pas plus de 20 minutes. De plus, la production d’eau chaude nous motivait également, afin d’alimenter le chauffe-eau de la salle de traite et le séchage en grange.
Quelles ont été les modifications nécessaires sur vos bâtiments et la conduite de votre élevage ?
Toutes les vaches traites (125) sont en logettes matelas avec couloir raclé. Nous utilisions avant de la paille en brin long, nous sommes passés à la farine de paille, pour 750 g/ jour / logette. Nous pourrions faire avec moins mais nous sommes attentifs aux problèmes éventuels de jarrets. De plus, nous avons modifié une préfosse au bout de la stabulation pour le pompage du lisier vers le digesteur.
Comment s’organisent l’entretien et la maintenance ?
Tous les 15 jours, nous réalisons nous-même la vidange des deux moteurs et le changement des bougies. Biolectric assure une télésurveillance de l’unité et intervient si besoin dans le cadre de la garantie.
Après 3 mois de fonctionnement, est-ce que les performances sont conformes au prévisionnel ?
Le premier mois a été plus compliqué car il a fallu monter le digesteur à 40 °C, mais Biolectric était présent pendant plus de 10 jours. L’hiver, l’installation fonctionne à 100 %, et en ce moment, en période de pâturage, seul le moteur de 22 kW fonctionne. C’est le deuxième moteur qui fait le résultat.
Une question ? Le réseau Cultivert est à votre écoute :
• Landerneau : Pierre Leroy – 06 63 37 20 44
• Carhaix et Quimper : Jacques Cosmao – 06 63 33 31 97
• Combourg : Gurvan Talvas – 06 22 44 39 47
• Quimperlé et Pontivy : Fabrice Bernard – 06 30 42 13 06
• Guingamp et Mûr de Bretagne : Julien Amiry – 06 72 56 59 08
• Lamballe : Patrick Briens – 06 63 33 46 72

Les commentaires sont désactivés.